Residential
Commercial
About Us
Residential
Garage Floor Coatings
Epoxy Floor Coatings
Polyaspartic Garage Flooring
Concrete Floor Sealing
Concrete Repair
Installation Process
Commercial
Retail Stores
Healthcare / Medical
Commercial Kitchens & Restaurants
Showrooms
Vet Clinics & Kennels
Schools & Universities
Industrial
Warehouse Floors
Factory Floors
Machine Shops
Gallery
Flooring Tips
News & Blog
Color Options
Ask The Expert!
Contact
Get a Free Estimate
About Us
Residential
Garage Floor Coatings
Epoxy Floor Coatings
Polyaspartic Garage Flooring
Concrete Floor Sealing
Concrete Repair
Installation Process
Commercial
Retail Stores
Healthcare / Medical
Commercial Kitchens & Restaurants
Showrooms
Vet Clinics & Kennels
Schools & Universities
Industrial
Warehouse Floors
Factory Floors
Machine Shops
Gallery
Flooring Tips
News & Blog
Color Options
Ask The Expert!
Contact
News Gallery
See all of our latest news.
Blog
Residential Floor Coatings
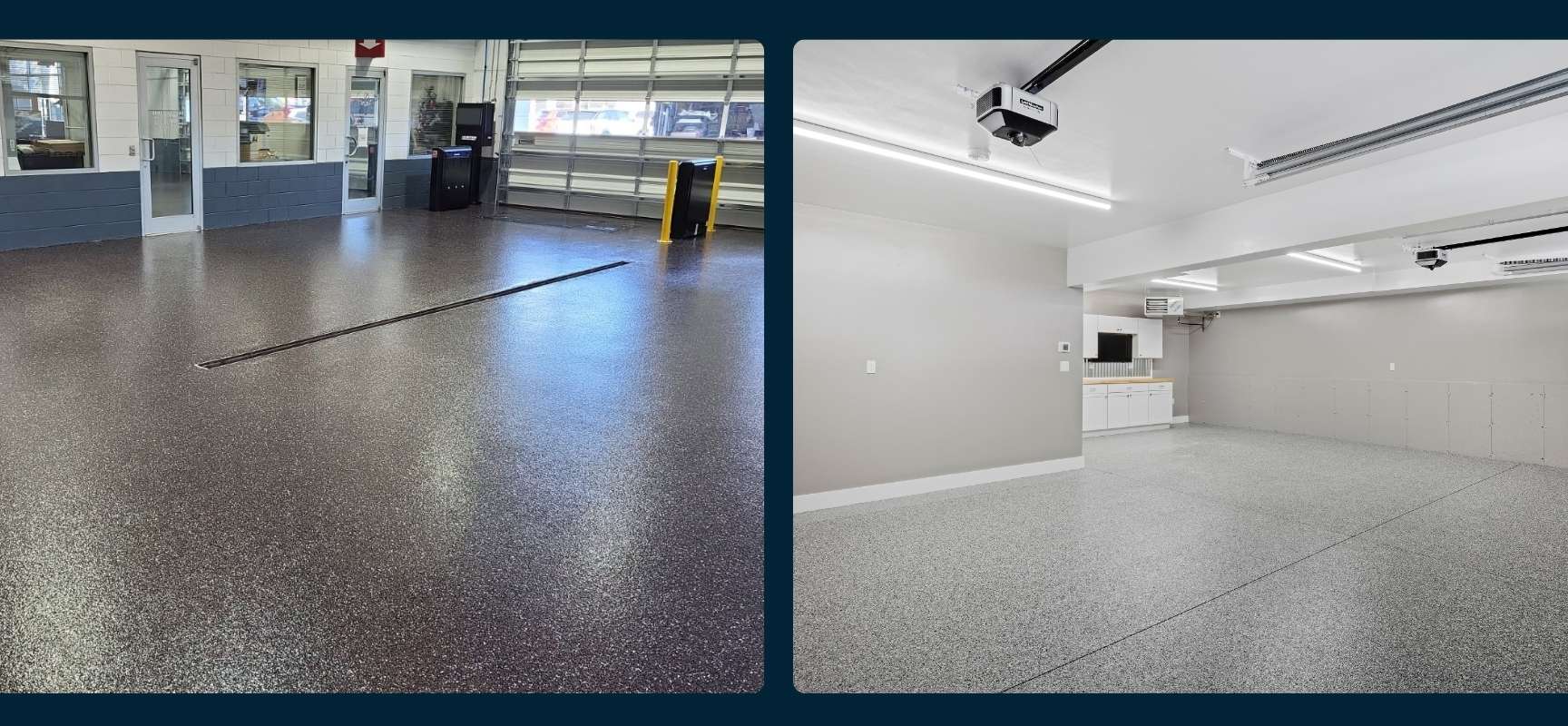
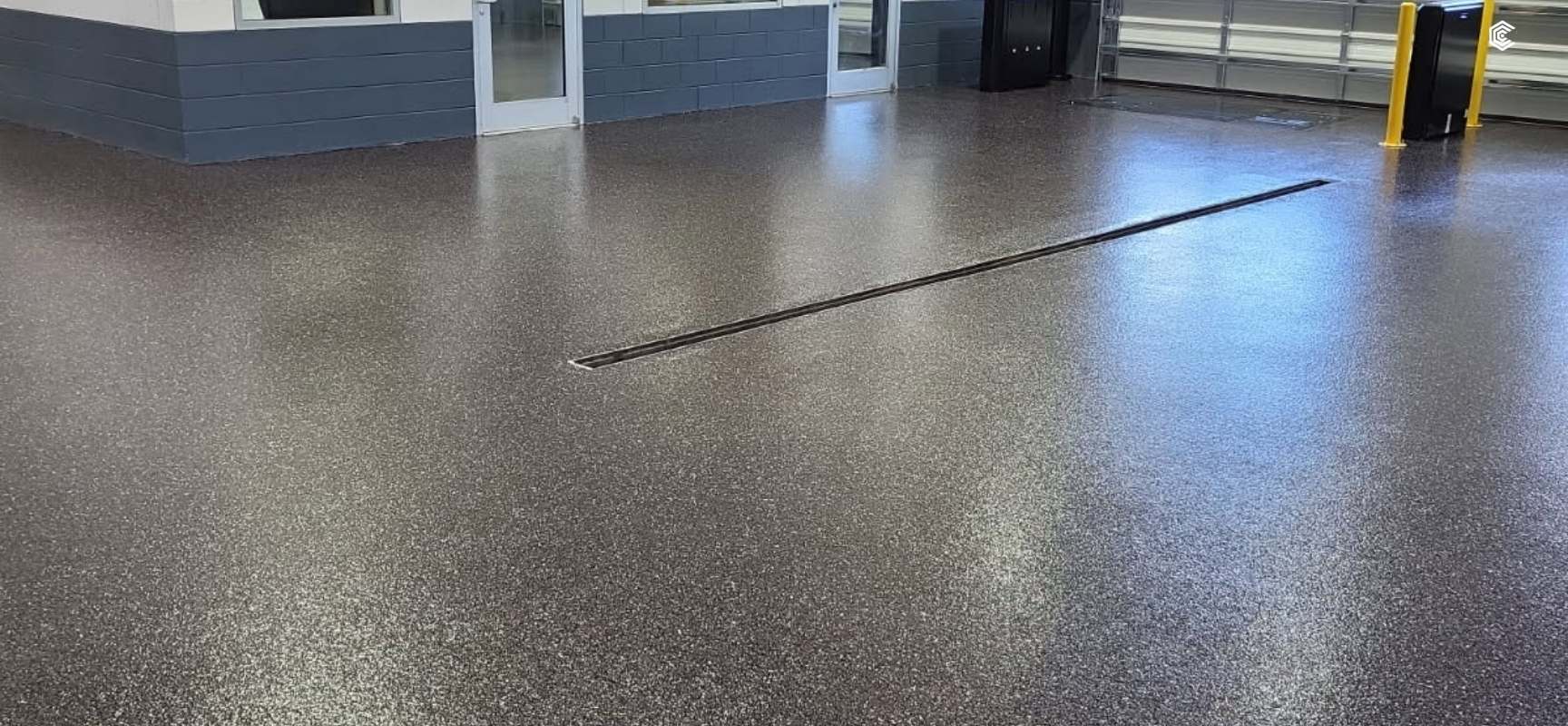
Commercial Floor Coatings
Garage Floor Coatings: What Actually Determines Longevity
Read More
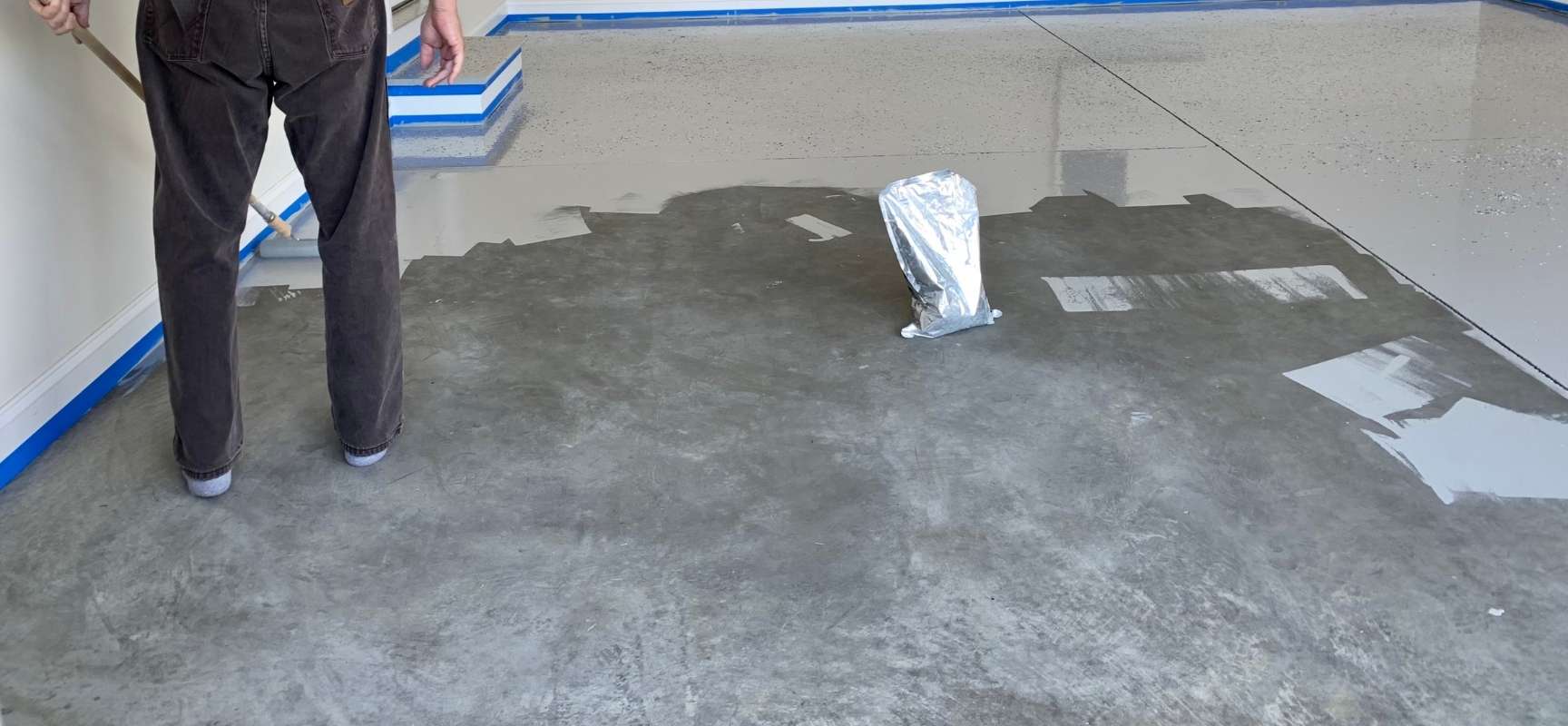
How Professional Floor Coatings Improve Safety in Commercial Spaces
Read More
Commercial Epoxy Floor Coatings and OSHA Compliance: What Facility Managers Need to Know
Read More
Industrial Flooring Cost Savings & Safety Upgrades
Read More
Why Garage Floor Epoxy Kits Aren’t One-Size-Fits-All
Read More
Benefits of Commercial Epoxy Floor Coatings for Charlotte Businesses
Read More
Enhancing Warehouse Safety with Commercial Epoxy Flooring
Read More
Why Fall is the Best Time to Upgrade Your Garage Floors
Read More
Residential vs. Commercial Epoxy Flooring
Read More
Concrete Myths Debunked
Read More
Charlotte Epoxy Garage Flooring: Myths Busted
Read More
What to Expect When Getting a Garage Floor Coating Installed
Read More
← Previous
1
(current)
2
3
4
Next →